The following article was originally published by Emobility Engineering magazine, published April 11, 2024 Read …
The Theory: Fundamental Advantages Delivering Substantial Performance Improvements in Axial Flux Motors
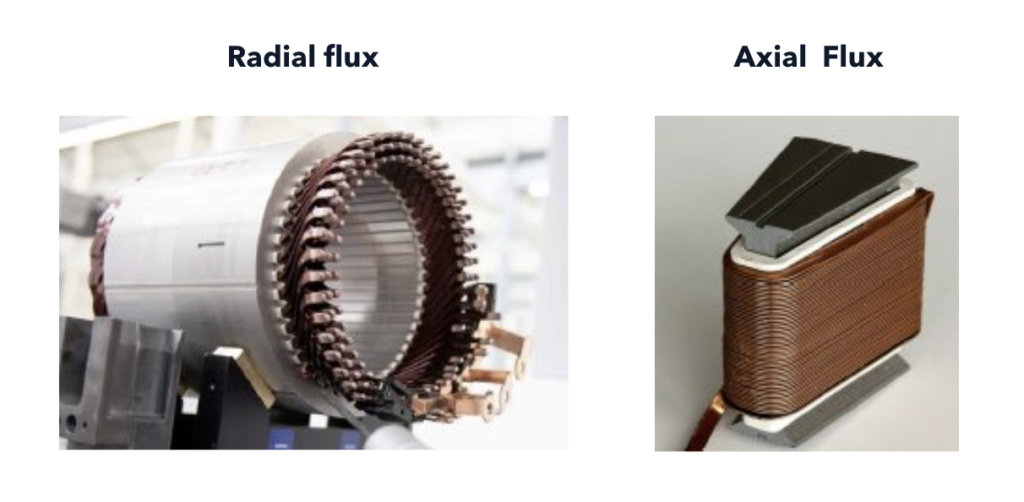
As explained in Part 1: Axial Flux versus Radial Flux, the flux path of yokeless axial flux machines is a lot shorter compared to a radial flux machine. In the latter machines, the flux must “take a bend” in both the stator and the rotor, unlike in axial flux machines where the electromagnetic flux follows a straight path through the stator. Therefore, a stator yoke is not needed.
As an additional benefit, this straight stator flux path further enables the use of so-called “grain oriented” steel in the magnetic cores. This type of electrical steel has lower losses compared to the non-grain oriented type, which is the only option for radial flux machines. The application of grain oriented steel has so far been limited to high-efficiency power transformers.
Obviously, a yokeless machine still has a rotor yoke, but the big difference with a stator yoke is that the rotor yoke inherently spins at the same speed as the rotating magnetic field. This implies that the rotor yoke sees a lot less alternating field compared to a stator yoke, resulting in an order of magnitude less iron losses. By omitting the stator yoke, there’s much less steel in the stator, making the machine lighter. This is the first factor which increases the power density of the machine. Less steel also means that less heat is produced through iron losses. This enables a higher flux density in the stator without increasing overall iron loss, which is the second factor increasing the torque density of the machine. Additionally, using less steel lowers the manufacturing cost and the CO2 footprint of the machine.
Winding Topology
Yokeless axial flux machines use fractional slot concentrated windings, whereas most radial flux machines use distributed windings, which nowadays are typically of the ‘hairpin’ type.
Concentrated windings have one discrete coil per stator tooth. A first advantage is that manufacturing of this type of coil is easy to automate, and that production of the coils can be done entirely offline. The assembly process of the coils into the stator is separate from the coiling process. This enables a higher degree of parallelization of the production process compared to a distributed winding, enabling an easier scaling of the manufacturing process.
A second advantage of concentrated windings is the high copper utilization ratio due to the high ratio of active over passive copper in the winding, which is not the case for distributed windings. In the latter, the coil overhang can make up as much as 50% of the winding while not being active, meaning it is not directly used to produce torque. This coil overhang is the portion located at the outer edges of the stator and is only used to “loop around” the stator windings from one slot to another as can be seen on the left in Figure 2.
Obviously, when there’s less copper, the machine becomes lighter. This is the third factor increasing the torque density. But, in analogy to the steel, less copper also means that less heat is produced through joule losses. This enables the use of a higher current density without increasing overall copper loss in the machine. At the same time, using a flat, single-layer copper wire optimizes the heat transfer from the coil to the cooling liquid, which enables said higher current density while still having a lower coil temperature compared to a multi-layer winding. This is the fourth factor increasing the torque density of the machine.
As an added benefit, requiring less copper lowers the manufacturing cost and the CO2 footprint of the machine. On the electromagnetic front, fractional slot concentrated windings increase the D-axis inductance of the machine. This overcomes the negative effect of having surface mounted magnet rotors on the field weakening capacity of the machine. A CPSR (constant power speed range) of 3, which is typically required for automotive applications, has been demonstrated to be perfectly possible by choosing the right pole-slot combinations.
Magnets
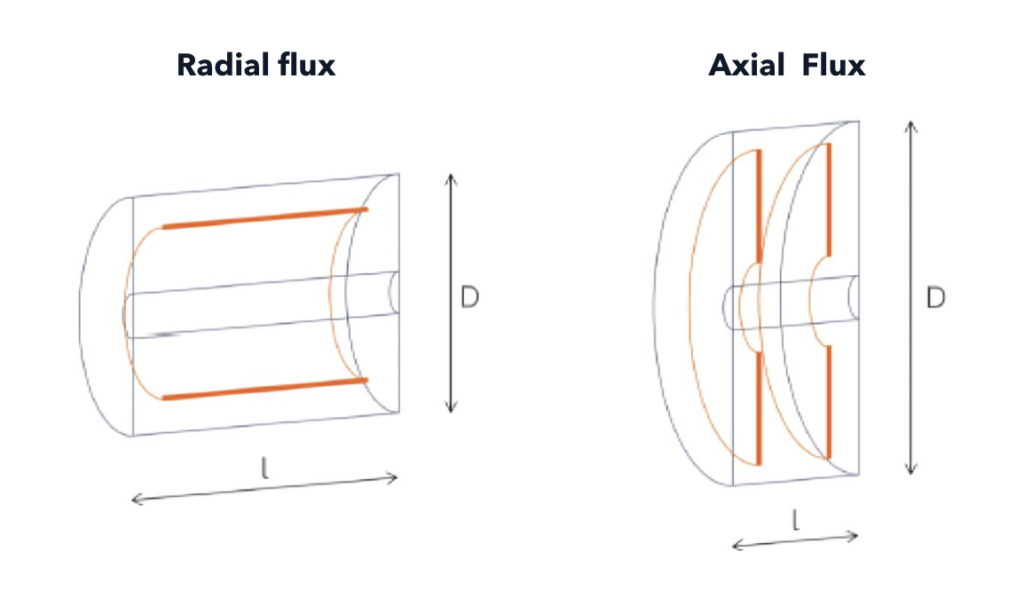
The electromagnetic flux is the physical phenomenon that is the driving force behind electric motors. In an electric motor, mechanical torque is generated by electromagnetic flux linkage in the air gap. The larger the surface area of the air gap for a certain dimension of motor and the further this area is located from the axis of rotation, the more torque it can produce. Analyzing the air gap surface areas and moment arms (lever) in Figure 3, we can derive that the torque in a radial flux machine is proportional to the second power of the machine diameter. In an axial flux machine, however, it is proportional to the third power of the diameter.
𝑇𝑟𝑎𝑑𝑖𝑎𝑙 ∝ 𝑟2 ⟷ 𝑇𝑎𝑥𝑖𝑎𝑙 ∝ 𝑟3
A second element that contributes to the higher torque per total flux is the fact that there is no space needed for a stator between the outer diameter of the machine and the outer diameter of the air gap surface. In other words, the rotor spins alongside the stator, not within it. This means that for axial flux machines the useful air gap is located further from the central axis of rotation: it has a larger lever for the axis of rotation, yielding a higher torque for the same magnet material when compared to a surface mounted permanent magnet (SMPM) radial flux machine. All factors described above combine and compound to a huge potential increase of torque and power density, while still offering comparable or better efficiency than state-of-the-art RF machines.
So that’s it then, we have a super-motor!
No, not yet…
The performance of any electric motor, regardless of type or topology, is limited by the heat that’s generated through its losses. Any increase in volumetric power density, with equal efficiency, means that the same amount of heat has to be extracted from a much smaller volume, requiring a very performant cooling system if the performance potential is to be realized.
This post is the second in a 4-part series based on a paper presented at the 2023 CTI Symposium in Berlin by Traxial cofounder Peter Leijnen.
Part 1 here: Axial Flux versus Radial Flux
Part 3: The Practice: Resolving the Challenges
Part 4: Yokeless Axial Flux Topology as the Driver for Future Powertrains
Get the technical data sheet of our latest axial flux motor, the AXF300-85s
Related blog items
This Post Has 0 Comments